


که تاسو د تولید پروسې په جریان کې د پیلټ مل تجهیزاتو څخه ناڅاپه د شور زیاتوالی وګورئ، نو تاسو باید سمدلاسه پاملرنه وکړئ، ځکه چې دا ممکن د عملیاتي میتودونو یا د تجهیزاتو داخلي دلایلو له امله وي. دا اړینه ده چې په چټکۍ سره احتمالي ستونزې له منځه یوړل شي ترڅو د راتلونکي نورمال تولید اغیزه ونلري.

د ګولۍ د مل د لوړ شور سره د مرستې لپاره ډیری عوامل شتون لري، کوم چې پرتله کیدی شي او حل کیدی شي.
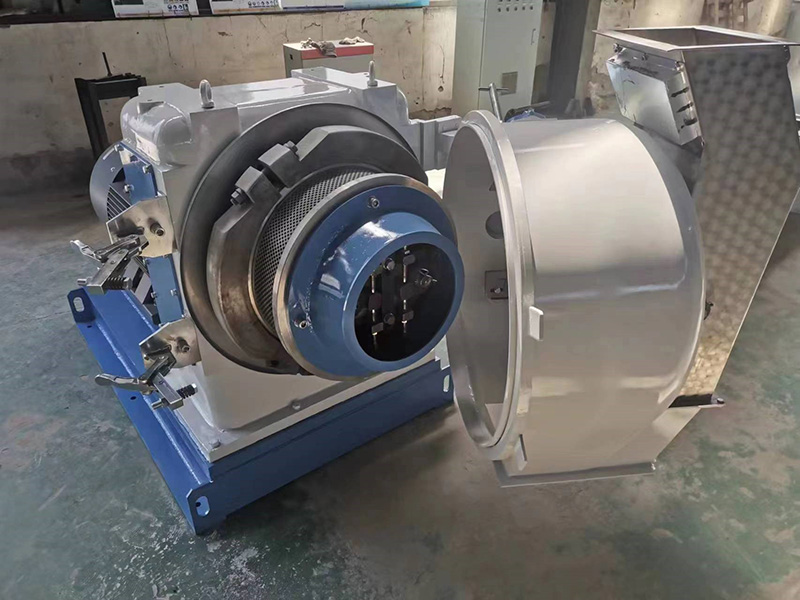
۱. د حلقوي مولډ بندښت، د ګردوالي له امله، یوازې جزوي خارجیدل؛ د فشار رولر حلقوي مولډ ترمنځ واټن ډیر کوچنی یا زیانمن شوی، کوم چې د ګرځیدو مخه نیسي. (د حلقوي مولډ وګورئ یا بدل کړئ، د فشار رولرونو ترمنځ واټن تنظیم کړئ).
۲. بیرنگ ستونزه لري او تجهیزات په سمه توګه نه چلیږي، چې په پایله کې یې عملیاتي جریان لوړ دی. (بیرنگونه بدلول)
۳. جوړه غیر متوازنه ده او په چپ او ښي لوړوالي کې انحراف شتون لري، کوم چې د ګیر شافټ د تیلو مهر ته زیان رسول اسانه کوي. (د توازن سمون جوړه)
۴. د ماډولیټر د خارجولو بندر غیر مساوي خارجیدل د پیلټ مل کې د جریان د زیاتوالي لامل کیږي. (د ماډولیټر تیغونه تنظیم کړئ او مواد په مساوي ډول خارج کړئ)
۵. سپینډل خلاص دی، چې د تولید پروسه مخ په وړاندې حرکت کوي، چې په پایله کې د فشار رولر د پام وړ حرکت او د ګرانولیشن په وخت کې د پام وړ شور رامینځته کیږي. (سپنډل کلک کړئ)
۶. د نوي حلقوي مولډینګ رولر کارولو دمخه، دا باید د کارولو دمخه ګرین او پالش شي. (د ټیټ کیفیت لرونکي حلقوي مولډونه له منځه یوسي)
۷. د لویو او کوچنیو ګیرونو اغوستل، یا د ګیرونو بدلول هم کولی شي د شور زیاتوالی رامینځته کړي. (د یو څه وخت لپاره چلولو ته اړتیا ده)
۸. د تودوخې وخت او تودوخه په ساینسي ډول کنټرول کړئ. هغه مواد چې ډیر وچ یا ډیر لوند وي کولی شي د غیر معمولي دانه کولو لامل شي.
۹. د ګولۍ د مل د چیسس او فولادو چوکاټ جوړښت ټینګ نه دی او د وایبریشن سره مخ دی. (جوړښت پیاوړی کړئ او د لوړ کیفیت لرونکي دانه کولو تجهیزات غوره کړئ)
۱۰. د ماډولیټر لکۍ په خوندي ډول نه ده ټینګه شوې یا خلاصه ده. (د تقویت چک کول)
د پوسټ وخت: دسمبر-۰۴-۲۰۲۳








